中思机械-质量是船,品牌是帆
十年专注于切管机、弯管机、倒角机等生产制造
全国定制热线18015544666

液压弯管机使用是刚刚进入管类加工行业比较头疼的事情。在进入这一行业之前对液压弯管机是一点概念都没有,液压弯管机用户要想使用好设备那就要好好的下一番功夫了。记得在今年五月份一位浙江的液压弯管机用户在购买我公司设备后老是不能很好的使用和利用它,不是模具调整不到位就是设备操作不灵活。还一度怀疑是我们的设备不行。
我公司中思机械在沟通不能帮助用户解决问题的情况下,安排技术人员驱车赶到液压弯管机用户的工厂,然后对其进行系统的技术指导培训,在让他们自己能独立的完成各种操作流程。在这种情况下液压弯管机客户对弯管机全面了解后才知道自己之前所遇到的一些难题都是因为自己的技术经验的欠缺才造成了不能对液压弯管机进行合理的使用,造成了不能弯出合格的产品和高效率的完成产品。所以说液压弯管机熟练使用对工厂正常生产是非常重要的,今天就介绍液压弯管机的操作流程和模具的正常安装。
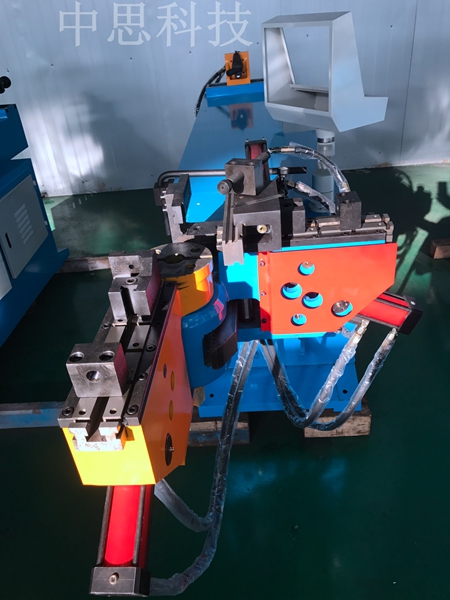
开机前要保持液压弯管机周围的清洁没有堆砌物,尤其是机头弯管部分,不能影响机头的旋转。开机后要让液压弯管空机运转十几分钟要让设备温度达到稳定的温度,这样是为了保证液压弯管机的弯管角度误差最小化。在空机运转时要调整弯管速度,助推的速度要调整和弯臂旋转速度同步。接下来就到了正常弯管了。把控制版面里的工作模式切换成半自动模式,设置弯管角度,点击运行,面板上运行按键显示绿灯说明设置后就可以踩脚踏开关。在弯管过程中如出现紧急情况则迅速踩脚踏开关暂停动作。
液压弯管机模具的安装,要先把弯管臂弯出90度,然后助推滑板前进出来。做完这些动作后,先把圆模安装到位紧固底部拉杆螺栓,主夹紧和副夹紧滑块夹紧到位后安装夹模,安装高度要保证和圆模的型腔一致,两半型腔拼到一起后是一个整圆。然后安装导模,导模的安装方式和夹模一样。芯棒的安装对于带球的芯棒一定要保证弯曲面朝圆模一面,前后距离是芯棒的断面和圆模的中心齐平。对于薄壁管需要安装防皱模的模具要保证防皱模最薄处和圆模配合平顺,不能有明显拼接的痕迹。

电话 :18015544666
手机 :18015544666
网址:www.wwwzjg.com
邮箱:2232989732@qq.com
地址:江苏张家港市东莱东七公路23号
公司主营:全自动弯管机,切管机,倒角机,缩管机,等各种产品的细分型号,公司产品规格齐全质量稳定,欢迎放心选购
在线咨询


